Contemporaneamente, tuttavia, l'azienda è stata sommersa da un'ondata di nuovi ordini e la vecchia macchina ha dovuto continuare a produrre per quasi dieci anni. Ora l'intero corpo macchina della collaudata pressa di qualità AMP 70 HFE è stato sostituito: una grande impresa, che ha richiesto il massimo impegno da parte di tutti i soggetti coinvolti. Dalla primavera del 2021 la macchina, che nel frattempo ha raggiunto i 30 anni di età, splende come nuova.
Nel 2010 i responsabili della GKN Driveline di Treviri hanno deciso che 20 anni erano sufficienti: era venuto il momento di sostituire la precedente forgiatrice a caldo Hatebur AMP 70 HFE. Così è stata ordinata e installata la pressa Hatebur di maggiori dimensioni, una nuova HOTmatic HM 75 XL, ormai dieci anni fa. Ciò che però nessuno aveva previsto era la buona ripresa economica dopo la crisi finanziaria e la forte richiesta proveniente dall'industria automobilistica, il che significava che la vecchia stampatrice doveva continuare a lavorare. Il fatto che abbia resistito così brillantemente fino a poco tempo fa è stata una sorpresa per tutti. “Fino all'ultimo, la nostra fidata AMP 70 ha operato su 20 turni settimanali producendo fino a 165.000 pezzi a settimana e guadagnandosi il nostro massimo rispetto”, afferma Dominik Gangolf, responsabile di progetto alla GKN Driveline di Treviri.
Decisione di procedere a interventi radicali
Tuttavia, 30 anni di lavoro intenso stavano iniziando a lasciare il segno anche sugli elementi base della stampatrice, dove erano apparse piccole crepe. Sostituire o riparare? Ecco il problema! Dopo un'attenta analisi dei costi e di tutti gli altri aspetti, è stata presa la decisione di riparare. Ma si rendeva necessario un intervento drastico: la sostituzione di tutto il corpo macchina. “Una sostituzione del genere è paragonabile a un'operazione a cuore aperto,” sottolinea Gangolf. Un esperimento assolutamente inedito per la GKN Driveline di Treviri. “Anche da noi cose simili non accadono tutti i giorni,” conferma Stefan Bühler della ditta produttrice Hatebur, che assiste il cliente GKN Driveline da molti anni.
Grande eccitazione tra i fan della Ferrari
GKN Automotive è un fornitore di primo livello attivo in campo mondiale, specializzato in componenti della trasmissione per il settore automobilistico delle marche più prestigiose quali BMW, Mercedes, Porsche e Ferrari. In una Porsche, per esempio, è un albero di trasmissione proveniente da Treviri che trasmette le enormi coppie dal motore agli assi. Non c'è nulla come un nuovo progetto per catturare l'attenzione del mondo dell'automobile. Attualmente è entrato in produzione l'albero di trasmissione per il primo SUV nella storia della Ferrari, la F175 Purosangue, una rivoluzione che nel 2022 ha suscitato l'entusiasmo dei fan della Ferrari. GKN Driveline ha già dimostrato la sua capacità di giocare a questo livello con la Ferrari GTC4 Lusso (F151).
Con circa 450 dipendenti, lo stabilimento di Treviri è uno dei 54 siti mondiali di GKN Automotive, per un totale di oltre 27.000 dipendenti, con una lunga storia alle spalle. Già nel 1964, Rheinmetall possedeva uno stabilimento di forgiatura e stampaggio, esteso su un'area di 135.000 metri quadrati, che nel 1993 è stato rilevato da GKN.
I pezzi più venduti per marche automobilistiche leader
Attualmente, dallo stabilimento nell'antica città romana di Treviri escono circa 80 milioni di pezzi forgiati di precisione, ricavati da quasi 80.000 tonnellate di acciaio su 11 presse. Si tratta principalmente di elementi per la catena cinematica quali componenti universali degli alberi, per esempio perni, aste e anelli, che variano dai pezzi estrusi a freddo inferiori ai 100 grammi a quelli forgiati a caldo che pesano parecchi chili. I componenti di alta gamma comprendono, per esempio, i perni d'incernieramento, con varianti che pesano da 1,5 a 3,5 chili. I clienti sono in genere altri stabilimenti GKN, come quelli di Offenbach sul Meno o Mosel in Sassonia, che provvedono all'ulteriore lavorazione, ma anche molti OEM appartengono alla clientela stabile.
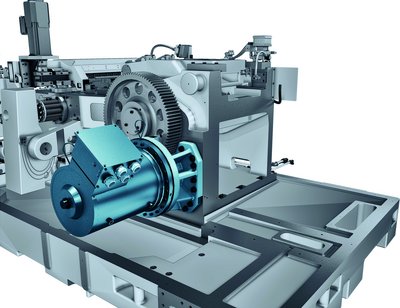
Stampatrice affidabile per elevati volumi di produzione quotidiana
La Hatebur HOTmatic AMP 70 HFE è una pressa a caldo affidabile adatta a un'ampia gamma di prodotti. In modo a completamente automatizzato e con quattro stazioni di formatura e una forza di pressione totale di 15.000 kN, produce da 50 a 80 pezzi stampati al minuto con diametri fino a 145 millimetri e pesi tra 400 grammi e cinque chili al pezzo. La servo-alimentazione estremamente precisa garantisce un'eccellente affidabilità del processo e la massima riproducibilità. Così la macchina è in grado di essere alimentata con materiale in barre con diametri da 36 a 75 millimetri.
Il dispositivo comandato elettronicamente per il taglio dell'estremità delle barre, ESA 600, garantisce una lunghezza adeguata degli spezzoni tra 50 e 150 millimetri. Il sistema HFE facilita la produzione di pezzi estrusi a temperatura di forgiatura. “I nostri clienti lo usano principalmente per forgiare parti automobilistiche e di cuscinetti, quali mozzi per ruote, ingranaggi grezzi, anelli di cuscinetti e componenti universali degli alberi,” dichiara Matthias Prischl. “Probabilmente nel corso degli anni ha prodotto per noi oltre 350 milioni di pezzi, ma nessuno può dirlo con certezza,” aggiunge Gangolf.
Un anno e mezzo di preparativi prima di iniziare la modifica
Sono state eseguite le seguenti operazioni: smontaggio del corpo della pressa a caldo da 85 tonnellate; rimozione dello stesso dal capannone; inserimento del nuovo corpo macchina; montaggio degli elementi accessori e installazione del software; infine, messa in esercizio della pressa rimessa a nuovo. Prima di iniziare l'intervento a settembre 2020, i responsabili del progetto avevano già alle spalle un anno e mezzo di lavoro in cui avevano chiarito, pianificato ed esaminato ogni dettaglio. Ciò non ha fatto altro che aumentare la loro gioia quando il vecchio corpo macchina è stato scoperto e portato via dal capannone agli inizi di ottobre. Nella stessa fase il nuovo corpo macchina è stato portato all'interno e collocato accanto alle fondazioni.
Ispezione accurata e riparazione delle fondazioni
Una volta tolto il vecchio corpo macchina, le fondazioni sono state sottoposte a ispezione accurata e riparazione. Trent'anni di utilizzo quotidiano della HOTmatic AMP 70 HFE, che ha stampato pezzi di precisione impiegando fino a 35.000 colpi e carichi di 15.000 kN, avevano lasciato il segno anche sulle fondazioni. Agli inizi di novembre i responsabili del progetto hanno collocato il corpo macchina nuovo di zecca sulle fondazioni.
Un grande lavoro di squadra: tutti uniti senza intoppi
Per scoprire il vecchio corpo macchina, è stato necessario rimuovere tutti gli elementi applicati. Ciò ha riguardato, tra l'altro, tutte le tubazioni, l'intero impianto elettronico, compreso il cablaggio e il sistema di comando nonché, naturalmente, l'unità di alimentazione a monte con il sistema di tranciatura e l'unità di scarico del pezzo a valle. Il tecnico addetto all'assistenza Marcus Kasel è entusiasta del processo: “È straordinario come tutta la squadra abbia lavorato in perfetta armonia.”
Tempistica favorita dalla pandemia e dalla crisi automobilistica
Nel corso dell'intero progetto, tre tecnici dell'assistenza Hatebur sono stati supportati da personale dedicato sia interno alla GKN sia esterno. Fino a 24 persone hanno lavorato al progetto. “La pandemia e la crisi del settore automobilistico hanno giocato a nostro favore, ovviamente,” spiega Gangolf. D'altra parte, ci sono stati anche ritardi conseguenti alla crisi pandemica, poiché alcuni pezzi provenienti dall'Italia non riuscivano a essere consegnati in tempo. Infine, e non meno importante, è stato necessario attuare misure sanitarie per prevenire il rischio di infezioni.
Prova di avvio della produzione dopo sei mesi di ristrutturazione
Quando il nuovo corpo macchina è stato installato sulla fondazione, è iniziata la fase critica del progetto, che ha suscitato grande entusiasmo da parte di tutti. Era arrivato il momento di verificare se ogni aspetto era stato pianificato e predisposto correttamente, con la speranza che tutto avrebbe funzionato. E ha funzionato davvero! Il sentimento di euforia è stato enorme quando i primi componenti per i cicli di prova sono stati messi in esercizio nel febbraio 2021, dopo circa sei mesi di lavori di ristrutturazione. Tutti si sono sentiti sollevati e, naturalmente, anche molto contenti che la pressa Hatebur da 135 tonnellate, completamente rinnovata, possa iniziare il suo lavoro alla GKN Driveline di Treviri.